A leading UK industrial fan manufacturer supplying proven products that span over a wide range of fan types for many industrial applications, approached us to see if we could help solve a problem with a Centrifugal Fan Impeller.
A centrifugal fan impeller is a mechanical device for moving air or gases and is typically used in ducted applications. In this instance, a coating was needed to meet the challenges of the harsh operating conditions, corrosive chemicals and toxic gases that are present in the manufacturing process of semiconductors. Semiconductors are used in thousands of electronic devices such as smartphones, appliances, computer hardware and medical equipment.
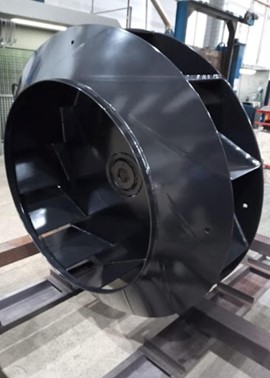
See how our AFC 2301 Halar ECTFE based coating was used to provide corrosion protection and improved impact strength and abrasion resistance to a centrifugal fan impeller.
The Challenge
The semiconductor industry has some demanding applications and during the manufacturing process, there are some nasty byproducts produced. These can be very corrosive, abrasive and can also stick to processing equipment.
We were asked to provide a coating for a large mild steel 1.2m diameter impeller that would provide a tough, smooth, high build chemically resistant coating that would work under these harsh operating conditions and have the right mechanical properties to meet the fan design criteria.
The coating also needed to provide good release properties against product build-up and easy clean down.
OUR SOLUTION
Our AFC 2301 Halar ECTFE based coating was chosen as the coating of choice to tackle such demands. Firstly, the fan impeller was inspected and then a surface preparation operation was carried out by grit blasting to Swedish Standard SA 2.5.
A special arbour was then made to jig up the impeller so that it could be rotated during the spraying process enabling the application of a uniform coating of Halar ECTFE to a thickness of 0.8-1.0mm. The coating was visually inspected and then a surface integrity check for pinholes was carried out using a spark tester.
The Results
The end result was a smooth, high build, pinhole-free coating system that was tested and ready for the customer. The coating has provided a range of benefits, including:
- Good impact strength and abrasion resistance
- Excellent chemical and corrosion protection
- Protection against product contamination
- Hydrophobic
- Low friction
- Low maintenance and reduced running costs (easy clean down of byproducts).
Our first coated impeller proved a success and now we are undertaking a second order from a delighted client.